

研磨加工與精度量測
研磨加工與精度量測
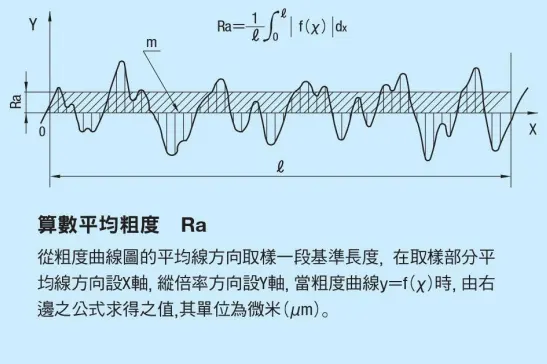
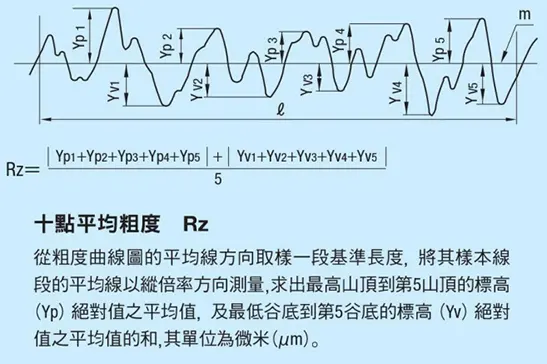
研磨加工是㇐種精密的金屬加工製程,其主要目的是透過磨削材料表面,提升工件表面精度、改善表面品質、調整尺寸和形狀、提高工件平行度/垂直度與消除殘留應力等,使工件滿足嚴格的技術和功能要求。為了確保軸承研磨加工後能滿足精度要求,需針對軸承量測,依量測原理可分為:
A. 利於快速檢出的光學非接觸式檢測技術。
B. 可靠度高的探針接觸式檢測技術。
A. 利於快速檢出的光學非接觸式檢測技術。
(例如:目前高更精密軸承檢驗是使用Keyence的影像尺寸量測儀 IM-7000)
B. 可靠度高的探針接觸式檢測技術。
(例如 :目前高更精密軸承檢驗是使用Mitutoyo的粗度儀SJ-411 、Mahr的輪廓儀MarSurf CD140 與Mahr的真圓度儀MarForm MMQ150)

日本Mitutoyo粗度儀
SJ-411
德國Mahr輪廓儀
MarSurf CD140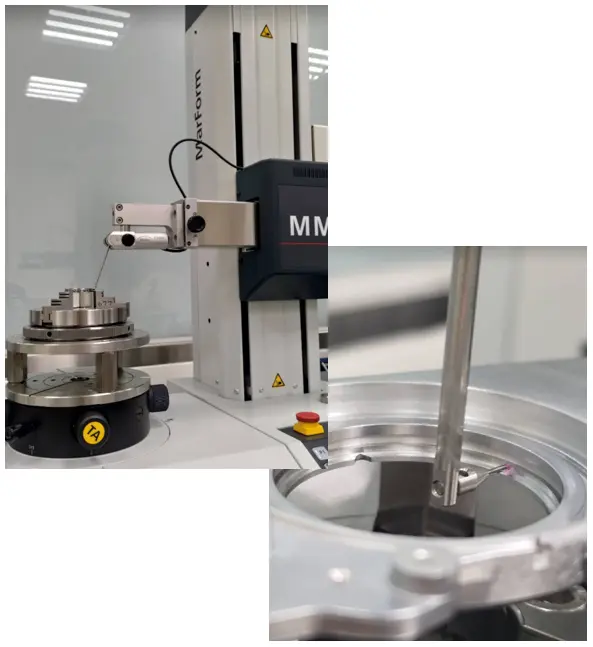
德國Mahr真圓度儀
MarForm MMQ150
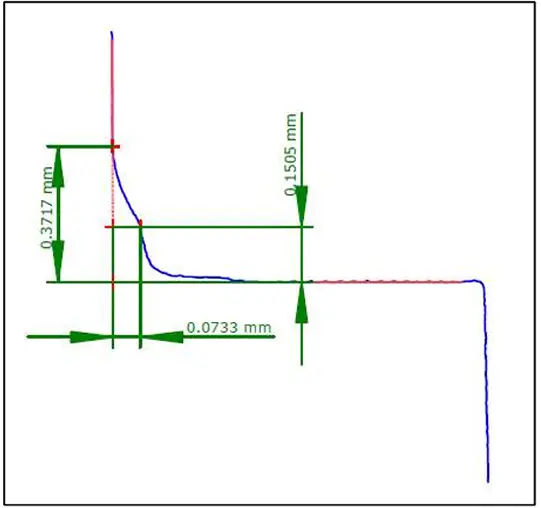
輪廓儀是一種用於測量材料表面形狀和輪廓的儀器,它能夠提供高精度、高解析度的測量結果,並且在軸承產業中具有廣泛的應用。 在軸承產業中,輪廓儀可以用來測量工件(軸承)表面相關的距離、角度、平行度、圓半徑、弧長等基本尺寸或其延伸應用。這些參數對於工件(軸承)的品質和性能具有重要的影響,也因此輪廓儀在軸承製造、加工和檢測過程中都扮演著關鍵的角色。

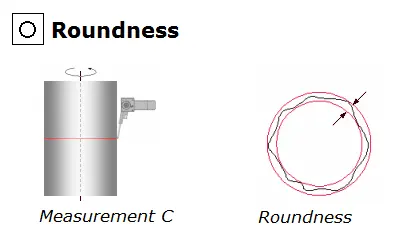
真圓度儀主要用於量測工件(軸承)的圓度,此外還能量測其他幾何特性,常見可量測項目如下:
- 真圓度(Roundness):評估工件(軸承)的表面是否足夠接近㇐個完美的圓形。
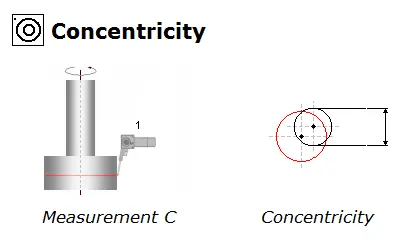
- 同心度(Concentricity):測試工件(軸承)相對於中心軸的位置,確保工件的不同圓形軌跡在相 同中心軸上。
- 偏心度(Eccentricity):測試工件(軸承)的中心軸是否和其幾何中心軸有偏差。
- 同軸度(Coaxiality): 測試工件(軸承)的兩個軸線是否共軸。
- 直線度(Straightness): 測量工件(軸承)的直線度,即工件表面與㇐條直線的偏差。
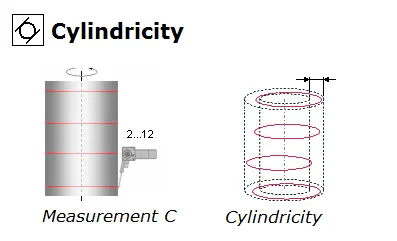
- 圓柱度(Cylindricity):測試工件(軸承)是否近似為㇐個理想的圓柱形。
為了提供高品質的軸承產品與客戶檢測服務,高更精密特別導入日本品牌Mitutoyo的粗度儀SJ 411 、德國品牌Mahr的輪廓儀MarSurf CD140與同為德國品牌Mahr的真圓度儀MarForm MMQ150 , 以進行軸承產品的相關精度尺寸量測。此三種精密儀器量測範圍可先行參考下表,或聯絡高更精密由專員與您討論量測可行性。可致電(03)-363-1230 ,或至與我聯絡留下資訊。
| 量儀設備 | 品牌 | 型號 | 量測範圍(供參考) |
| 粗度儀 | 日本Mitutoyo | SJ-411 | 量測最大總長25mm、高度起伏最大800µm |
| 輪廓儀 | 德國Mahr | MarSurf CD140 | 量測最大總長140mm、最小孔徑5mm |
| 真圓度儀 | 德國Mahr | MarForm MMQ150 | 量測最大外徑200mm、最小孔徑5mm |